1 OEE
1.1 Standard PLC Block for DIAP OEE
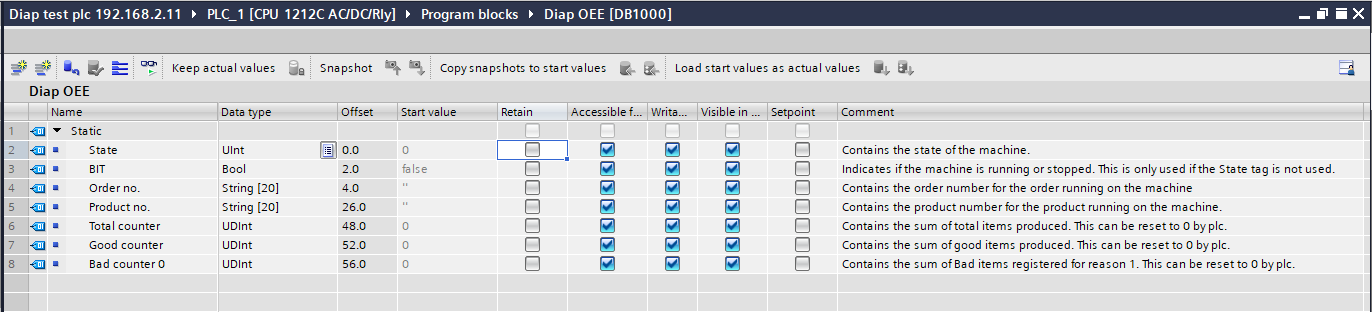
| location | Type | Name | Description |
|
0 |
INT16 | State | Contains the state of the machine. See 1.1.1 for further explanation. |
| 2.0 | BIT | Running | Indicates if the machine is running or stopped. This is only used if the State tag is not used. |
| 4 |
String (20) |
Order no. | Contains the order number for the order running on the machine. |
| 26 |
String (20) |
Product no. | Contains the product number for the product running on the machine. |
| 48 | INT32 | Total counter | Contains the sum of total items produced. This can be reset to 0 by plc. |
| 52 | INT32 | Good counter | Contains the sum of good items produced. This can be reset to 0 by plc. |
| 56 | INT32 | Bad counter | Contains the sum of Bad items registered for reason 1. This can be reset to 0 by plc. |
1.1.1 State
The state has the following values predefined:
• 1 - Running
To indicate a specific reason for the stop, State codes must be different from 1. For example, the State code 200 can mean “Missing materials”.
If a new State code is sent and the OEE system does not have any reason connected to it, a new reason is created and connected to the State code. In the OEE application under stop causes this new reason lets say INT16 value 600 will look like this.

1.1.2 Running bit
The running bit indicates if the machine is running =1 or stopped =0. This is only used if the stat tag is not used.
1.1.3 Ordre number
Contains the order number for the order running on the machine it is represented in a string (20)
1.1.4 Product number
Contains the product number for the product running on the machine it is represented in a string (20)
1.1.5 Total counter
This contains the sum of total items produced. This can be reset to 0 by plc. In case of minimum installation this is the only one needed for OEE, but be aware that all bad items is to be typed in manually. ( not recommended )
1.1.6 Good counter
This contains the sum of good items produced. This can be reset to 0 by plc.
1.1.7 Bad counter 0
This contains the sum of Bad items registered for reason 1. This can be reset to 0 by the plc.
1.1.8 Production registration
To automatic register OEE correctly, there are two production values needed. In the case of DIAP OEE, the following combinations can be used:
• Total and Bad
• Good and Bad
1.1.9 Order and product
If the PLC knows what Order/Product is active on the machine, then this must be inserted on the specified locations. If only the Product is known, then this must be inserted. The product no. is used to identify what ICT (ideal cycle time) is used for the product registration.
1.1.10 Examples
for full utilization degree use this DB structure